- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

LED tüp muhafazaları için alüminyum profillerin ekstrüzyon üretiminden önce dikkat edilmesi gereken hususlar
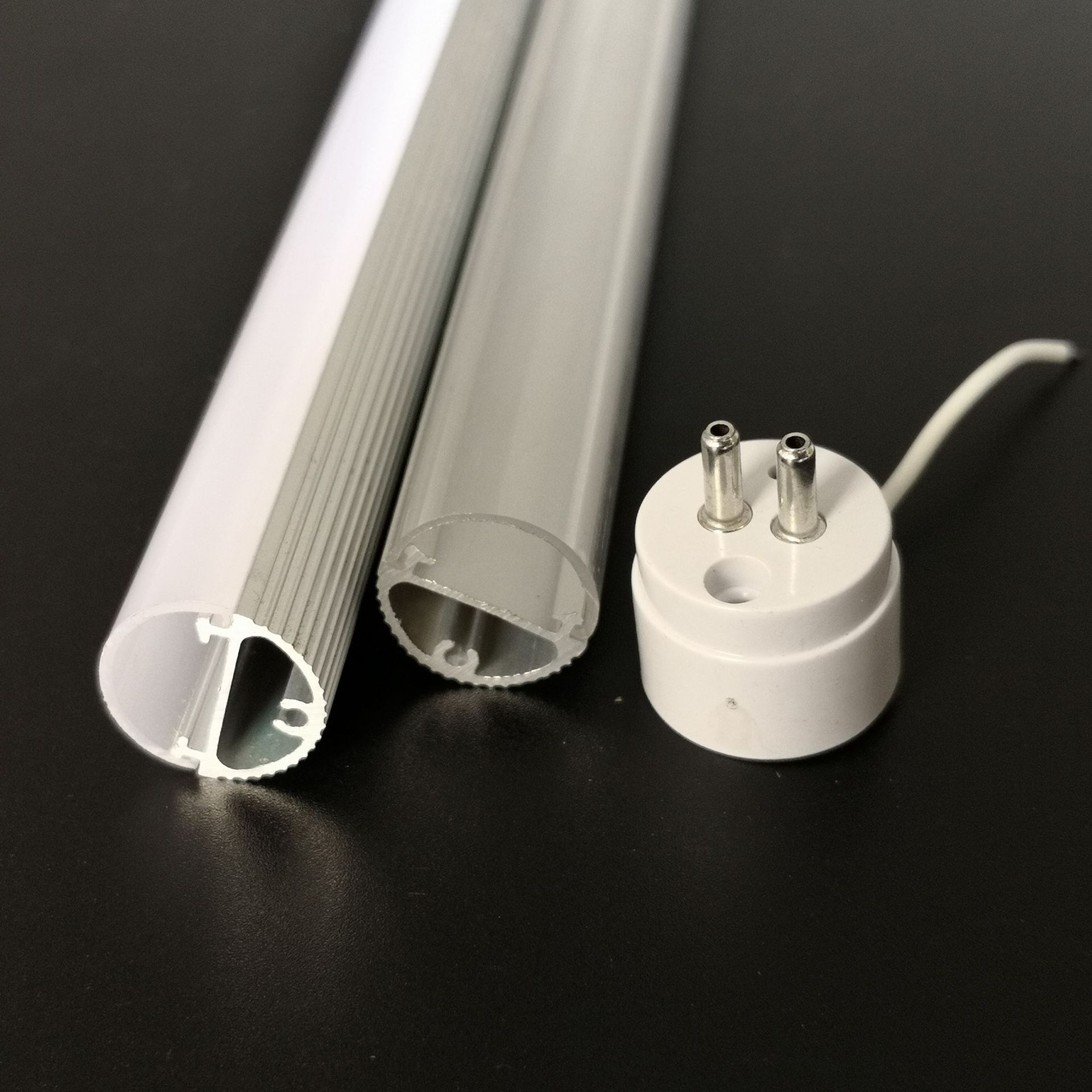
JE firması makinede her gün çok miktarda alüminyum profil çıkarıyor. Firmamızın alüminyum ekstrüzyonda kalite ve istikrarı nasıl sağladığını merak mı ediyorsunuz? Aslında, ekstrüzyon işleminin her adımı çok önemlidir. Bugün, editör size JE şirketimizin alüminyum ekstrüzyonundan önceki önlemleri tanıtacak:
(1) Kalıbın boyutsal doğruluğunu, sertliğini ve yüzey pürüzlülüğünü çevrimiçi ve çevrimdışı olarak tespit etmek için gelişmiş araçlar kullanın. Muayene ve kabulden geçen kalıplar kayıt altına alınır, depoya konulup rafa kaldırılır ve kullanıldığında kalıp deliğinin parlatılmasına yarayan çalışma bandı çıkarılarak derivasyon kalıbı, profil kalıbı ve kalıp pedinin montajı ve montajı yapılır. kontrol edildi ve doğru olduğu onaylandığında ısıtma için makineye gönderildi;
(2) Alüminyum profil ekstrüzyon aletinin ve kalıbın makineden önceki ısıtma sıcaklığı belirtilir: ekstrüzyon silindiri: 400-450 °C, ekstrüzyon pedi: 350 °C, kalıp pedi: 350-400 °C, düz kalıp: 450- 470 °C, bölünmüş kalıp : 460~480â, tutma süresi kalıbın kalınlığına göre hesaplanır (1,5~2 dakika/mm);
(3) Alüminyum profil ekstrüzyon aleti ve kalıbının fırında ısınma süresinin 10 saati geçmesine izin verilmez. Süre çok uzunsa, kalıp deliğinin çalışma kayışının aşınması veya deforme olması kolaydır;
(4) Alüminyum alaşımlı profillerin ekstrüzyonunun ilk aşamasında, darbe kuvvetinin kalıbın tıkanmasına neden olması muhtemel olduğundan, basıncın yavaş uygulanması gerekir. Kalıp bloke olursa, kalıp deliğinin çalışma bandının ezilmesini önlemek için makineyi hemen durdurun.
JE, LED boru muhafazalarının üretiminde uzmanlaşmış bir fabrikadır, daha fazla boru muhafazası için lütfen şuraya bakın:
https://www.jeledprofile.com/led-tube-housing
Daha fazla ayrıntı için lütfen iletişime geçin:satış@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası